

-
- 公司:
- 江门基准工业设计有限公司
-
- 联系:
- 龚玟宾
-
- 邮箱:
- bmid@benchmark-id.com
-
- 手机:
-
13807495700
13808412765
-
- 地址:
- 佛山市顺德区北滘镇三乐路北一号广东工业设计城E栋东座三楼
-
- 微信:
-



- 医疗产品外观设计,需要特别注意的事项4223阅读 2022-07-11 21:47:59
- 电子外观设计是产品成功的关键4388阅读 2022-07-11 21:46:27
- 怎么对产品设计进行分类?4177阅读 2022-07-11 21:44:47
- 医疗设备外观设计4247阅读 2022-07-11 21:41:15
- 消费电子产品外观设计4346阅读 2022-07-11 21:39:49

江门设备钣金设计,专业团队,为您服务
2025-08-23 10:33:01 1205次浏览
价 格:面议
简单介绍一下产品外观设计的收费标准有哪些。1、一般来说设计公司会根据客户的要求进行分阶段依次设计,设计外形完毕后计算一次费用。据了解,当前市场上一款产品外观设计的费用一般不低于2.5万,而这只是一个参考价,具体的设计费还要以服务商的报价为准。同时,每个公司的策略、设计团队、办公场地、发展定位不一样,价格也有很大的差别。 2、成本是企业生产经营过程中所发生的实际耗费,客观上要求通过商品的销售而得到补偿,并且要获得大于其支出的收入,超出的部分表现为企业利润。不管是设计公司还是需要被服务的公司,具体到设计一款产品外观的费用,需要考虑的不光是外观设计,还要考虑结构设计、模具设计、成型工艺的成本,运营的服务成本等等。所以一款产品的外观设计费用,需要根据大市场环境的行情,市场的接受程度,因为大环境受到人工成本、房租成本、各个潜在成本的影响,有需要设计的企业同样也受到各种因素的影响。 3、据了解,当前市场上一款产品外观设计的费用一般都是以设计工作量来衡量的,设计公司毕竟是一个企业,运作一个产品设计需要调动各个相关部门人员进行参与。这一部分成本也应算进设计费用里,调动的人员越多,设计费用越高,要看各设计公司的人员构成,所处一款产品外观设计费用很难有个固定的标准。
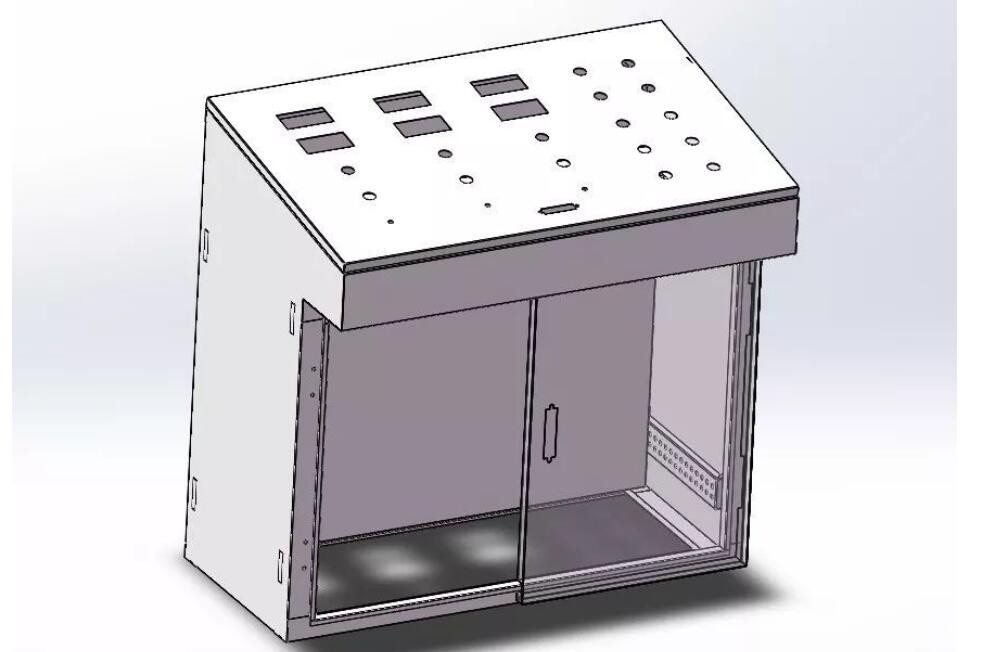
机械设备产品外观设计之后,大多数会采用钣金加工,是行业特性所决定的。从事工业设备ID设计的设计师对材料的运用很迷茫,在学校老师教的也很迷茫。从行业角度,机器的应用环境是比较恶劣,塑料材质强度不够,易破碎,金属件的强度、韧性可以满足 要求;从工艺的角度,塑料件需要开模,周期长,至少需要30天以上,大件的周期可能会达到45天,甚至60天以上,钣金件则一般7天时间左右;从成本的角度,大件的塑胶模动则几十万,但钣金件可能只需要几千块钱就够了;从批量的角度,没有形成量 产,开塑胶模会让单件成本增加很多,钣金件虽然单件成本会比塑胶件高一些,但不需要分摊模具费。 钣金加工是一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。 金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天园地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。 钣金件就是薄板五金件,也就是可以通过冲压、弯曲、拉伸等手段来加工的零件,一个大体的定义就是- 在加工过程中厚度不变的零件。 相对应的是铸造件、锻压件、机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。 1.是汽车维修的一种加工方法,又叫冷做。 说直接点,如果车身外观损坏变形,就需要钣金这个工序来恢复原貌。 基本上用的工具就是锤子。形状不同的锤子,在钣件后面垫铁块,反复的敲打,使之成型。 必要的时候还要用到外观修复器。这个东西其实属于焊。把铁环焊在车身上,用钩子往外拉。用于修复凹陷的部位。 大面积平整的车身一般很难回得了位,所以有时还用到收火。就是局部加热后冷却,使铁皮收缩。 终目的还是使受损的车身恢复原貌。 2.钣金:钣,即板,薄板之意,就是对薄的金属板材进行系列加工之意,包含折、剪、冲、焊、铆、拼接等工艺 3.这是一个设计模块,主要是针对用铁皮类材料做的东西.他跟实体不一样,实体的厚度有变化,但是钣金做的基本上都是相同的厚度,生活中有许多用钣金做出来的产品。
基准是中国的设备产品外观设计专业公司,在肇庆、云浮从事环保设备、农业机械、动力输送机械、实验设备、仪器仪表工业外观设计与产品结构设计。 促进肇庆地区的创意设计产业发展,一是有助企业的转型与创新;有助扩展更大范围的工业设计交流,加强工业设计在产品创新和促进企业发展等方面的重要作用;二是有助宣传工业设计的内涵,提高企业、社会对工业设计的认识,了解什么是“好设计”;三是有助建立校企合作桥梁,加强产学研结合以及为企业输送对应的设计人才,从而推动肇庆地区乃至全国工业设计产业的发展。发挥工业设计的整合作用,集成互联网科技、人工智能、大数据应用等新兴技术手段,开发的机械设备、起重设备、检测设备、加工设备、能源设备、机器人、生产工具、交通运输工具,以及城市和道路公共设备设施或模块等。
钣金结构设计标准和问题 2.1 板材挑选标准 板材钣金普遍使用到设施的外壳、电气电路的装配部分,所以对于板金材料的挑选是相当关键的,挑选得当,不但有益于加工,同时可以在保障强度的基础下减少资金投入。 2.2 孔缺结构设计标准 对于孔的制造,不但应当适应产品需要外,还应当适应方便加工这一原则,此外加工结束后对后续工序、外观等要求不会产生破坏。 (1)尽可能避免在把方孔打到折弯底部。折曲后对板金材料的伸拉,将致使孔形变,如果要人工造孔,将增大加工困难性。 (2)螺孔的加工方法应该利用不一样措施完成。板金材料上攻丝、翻边攻丝、铆接螺母、点焊螺母等措施,详细不一样的板料厚度和螺孔尺寸该对应不一样的方法。 2.3 弯曲结构设计标准 (1)折弯有一项内径边的标准,公用折弯模具见图1。 图1 下模宽度与折弯边高关系(mm) 放大图片 图1 下模宽度与折弯边高关系(mm) (2)折弯构件上的孔边差距。一冲孔二弯折,孔的方位当处在曲折形变区外,避免曲折时孔将生成形变。 (3)弯折死边的标准。死边长短和材料的宽厚有关系。普遍死边长度为≥3.5t+R,t表示材料宽厚,R表示折死边早阶段的工序的内折弯半径。 (4)为了免除零件的弯折撕裂凸起情况,对于材料厚度 ≥2.5mm的零件,当设计宽度为(1~1.5)t的工艺缺口;或把曲折处设为垂直于板金材料纹路。 2.4 焊接结构设计标准 (1)为了保障产品构造的加工工艺性和的外形效果,焊点焊缝应该在比较次要的表层上加强保护。 (2)尽可能采取角焊缝,对于对接焊缝尽可能不要选择。 (3)在焊接结构设计时该依据“对称地放置焊缝”的要求,适合地装置焊缝,且不应该产生交汇,使次要焊缝停止,首要焊缝不间断,让焊缝尽可能地靠近中性轴,远离高应力区、应力集中区 域、加工层、热处理表层等。 2.5 结构缝隙设计标准 (1)转动门板、框架的缝隙和门高的联系。 门的高度H≤1m,那么单边间距a=1.5mm;如1m1.8m,那么单边间距a=2.5mm。 (2)稳固门板、框架的间距和门的高度的关系。门高H≤1m,那么单边间距a=0.75 mm,门高1m1.8m,那么单边间距a=1.5mm。
-
 机械设计产品侧重于功能实现,可靠性,性能参数等,而工业设计,用户体验和外观质量要求将相对较低。例如,设计机床需要高可靠性和高性能。其次,工业设计与机械设计的工作岗位要求不同。一名真正的工业设计师,除了具有美感方面的创作功底之外,还应了解和熟21-09-22 18:54:01
机械设计产品侧重于功能实现,可靠性,性能参数等,而工业设计,用户体验和外观质量要求将相对较低。例如,设计机床需要高可靠性和高性能。其次,工业设计与机械设计的工作岗位要求不同。一名真正的工业设计师,除了具有美感方面的创作功底之外,还应了解和熟21-09-22 18:54:01 -
 而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:51:01
而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:51:01 -
 而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:48:01
而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:48:01 -
 尽管许多专业学校已经建立了工业设计专业,但仍存在许多误解。特别是对于工业设计,机械设计,很多人无法区分它们。您知道工业设计,机械设计之间的区别吗?让我们看看基准工业设计小编为您做简单介绍: 工业设计与机械设计之间并不是广义上一种,它们既有共21-09-22 18:45:01
尽管许多专业学校已经建立了工业设计专业,但仍存在许多误解。特别是对于工业设计,机械设计,很多人无法区分它们。您知道工业设计,机械设计之间的区别吗?让我们看看基准工业设计小编为您做简单介绍: 工业设计与机械设计之间并不是广义上一种,它们既有共21-09-22 18:45:01 -
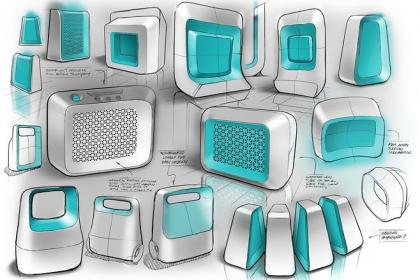
 1.工业设计材料的重要性 材料是工业设计的物质基础和载体,是科学技术研究的重要方面。工业设计材料由比较单一的木材、陶瓷、玻璃、金属到越来越丰富的塑料、复合材料等等,为产品设计展开了一个广阔的天地。基本功能相同的产品,由于采用了不同材料和加工21-09-22 18:42:02
1.工业设计材料的重要性 材料是工业设计的物质基础和载体,是科学技术研究的重要方面。工业设计材料由比较单一的木材、陶瓷、玻璃、金属到越来越丰富的塑料、复合材料等等,为产品设计展开了一个广阔的天地。基本功能相同的产品,由于采用了不同材料和加工21-09-22 18:42:02 -
 而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:39:01
而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:39:01 -
 对于工业设计和产品设计的比较和理解,需要解决的首要问题就是两者概念的问题。需要指出的是,工业设计概念并不是一个静止的概念,它是随着时代发展而不断进行调整的。ICSID(国际工业设计协会联合会)曾多次组织全球的专家对工业设计进行过定义。而产品21-09-22 18:36:01
对于工业设计和产品设计的比较和理解,需要解决的首要问题就是两者概念的问题。需要指出的是,工业设计概念并不是一个静止的概念,它是随着时代发展而不断进行调整的。ICSID(国际工业设计协会联合会)曾多次组织全球的专家对工业设计进行过定义。而产品21-09-22 18:36:01 -
 在自主品牌时代,设计将成为商业策略的一部分,设计策略将成为企业策略的重要部分(但对于设计策略能否成为企业战略的一部分,尚不得而知,这需要实践去检验)。设计也许能够在这一时期创造出新的商业模式,如的网上售书模式。决策型工业设计师将在这一阶段涌21-09-22 18:33:01
在自主品牌时代,设计将成为商业策略的一部分,设计策略将成为企业策略的重要部分(但对于设计策略能否成为企业战略的一部分,尚不得而知,这需要实践去检验)。设计也许能够在这一时期创造出新的商业模式,如的网上售书模式。决策型工业设计师将在这一阶段涌21-09-22 18:33:01 -
 机械设计产品侧重于功能实现,可靠性,性能参数等,而工业设计,用户体验和外观质量要求将相对较低。例如,设计机床需要高可靠性和高性能。其次,工业设计与机械设计的工作岗位要求不同。一名真正的工业设计师,除了具有美感方面的创作功底之外,还应了解和熟21-09-22 18:30:01
机械设计产品侧重于功能实现,可靠性,性能参数等,而工业设计,用户体验和外观质量要求将相对较低。例如,设计机床需要高可靠性和高性能。其次,工业设计与机械设计的工作岗位要求不同。一名真正的工业设计师,除了具有美感方面的创作功底之外,还应了解和熟21-09-22 18:30:01 -
 尽管许多专业学校已经建立了工业设计专业,但仍存在许多误解。特别是对于工业设计,机械设计,很多人无法区分它们。您知道工业设计,机械设计之间的区别吗?让我们看看基准工业设计小编为您做简单介绍: 工业设计与机械设计之间并不是广义上一种,它们既有共21-09-22 18:27:01
尽管许多专业学校已经建立了工业设计专业,但仍存在许多误解。特别是对于工业设计,机械设计,很多人无法区分它们。您知道工业设计,机械设计之间的区别吗?让我们看看基准工业设计小编为您做简单介绍: 工业设计与机械设计之间并不是广义上一种,它们既有共21-09-22 18:27:01 -
 尽管许多专业学校已经建立了工业设计专业,但仍存在许多误解。特别是对于工业设计,机械设计,很多人无法区分它们。您知道工业设计,机械设计之间的区别吗?让我们看看基准工业设计小编为您做简单介绍: 工业设计与机械设计之间并不是广义上一种,它们既有共21-09-22 18:24:01
尽管许多专业学校已经建立了工业设计专业,但仍存在许多误解。特别是对于工业设计,机械设计,很多人无法区分它们。您知道工业设计,机械设计之间的区别吗?让我们看看基准工业设计小编为您做简单介绍: 工业设计与机械设计之间并不是广义上一种,它们既有共21-09-22 18:24:01 -
 “工业”这个词是从Industry翻译过来的,而Industry在英文中还有“产业”的意思,所以有学者认为工业设计应该称之为“产业设计”——是为了适应产业化需要而出现的新兴学科。工业设计横向涵盖了造型设计、环境设计、室内设计、UI设计、平面21-09-22 18:21:01
“工业”这个词是从Industry翻译过来的,而Industry在英文中还有“产业”的意思,所以有学者认为工业设计应该称之为“产业设计”——是为了适应产业化需要而出现的新兴学科。工业设计横向涵盖了造型设计、环境设计、室内设计、UI设计、平面21-09-22 18:21:01 -
 对于工业设计和产品设计的比较和理解,需要解决的首要问题就是两者概念的问题。需要指出的是,工业设计概念并不是一个静止的概念,它是随着时代发展而不断进行调整的。ICSID(国际工业设计协会联合会)曾多次组织全球的专家对工业设计进行过定义。而产品21-09-22 18:18:01
对于工业设计和产品设计的比较和理解,需要解决的首要问题就是两者概念的问题。需要指出的是,工业设计概念并不是一个静止的概念,它是随着时代发展而不断进行调整的。ICSID(国际工业设计协会联合会)曾多次组织全球的专家对工业设计进行过定义。而产品21-09-22 18:18:01 -
1.工业设计材料的重要性 材料是工业设计的物质基础和载体,是科学技术研究的重要方面。工业设计材料由比较单一的木材、陶瓷、玻璃、金属到越来越丰富的塑料、复合材料等等,为产品设计展开了一个广阔的天地。基本功能相同的产品,由于采用了不同材料和加工21-09-22 18:15:01
-
在自主品牌时代,设计将成为商业策略的一部分,设计策略将成为企业策略的重要部分(但对于设计策略能否成为企业战略的一部分,尚不得而知,这需要实践去检验)。设计也许能够在这一时期创造出新的商业模式,如的网上售书模式。决策型工业设计师将在这一阶段涌21-09-22 18:12:01
-
 而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:09:01
而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:09:01 -
 而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:06:01
而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:06:01 -
 而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:03:01
而《现代设计辞典》对产品设计概念的阐述:“产品设计是工业设计狭义的解释,是现代设计至为重要的组成部分。故常常就直接称之为工业设计或现代设计,但必须注意产品设计是一个内涵较为狭窄的概念。产品设计是针对人类在与自然的对应关系中,为了使生存与生活21-09-22 18:03:01 -
 机械设计产品侧重于功能实现,可靠性,性能参数等,而工业设计,用户体验和外观质量要求将相对较低。例如,设计机床需要高可靠性和高性能。其次,工业设计与机械设计的工作岗位要求不同。一名真正的工业设计师,除了具有美感方面的创作功底之外,还应了解和熟21-09-22 18:00:02
机械设计产品侧重于功能实现,可靠性,性能参数等,而工业设计,用户体验和外观质量要求将相对较低。例如,设计机床需要高可靠性和高性能。其次,工业设计与机械设计的工作岗位要求不同。一名真正的工业设计师,除了具有美感方面的创作功底之外,还应了解和熟21-09-22 18:00:02 -
对于工业设计和产品设计的比较和理解,需要解决的首要问题就是两者概念的问题。需要指出的是,工业设计概念并不是一个静止的概念,它是随着时代发展而不断进行调整的。ICSID(国际工业设计协会联合会)曾多次组织全球的专家对工业设计进行过定义。而产品21-09-22 17:57:02

